Produzione di stampi per pressofusione
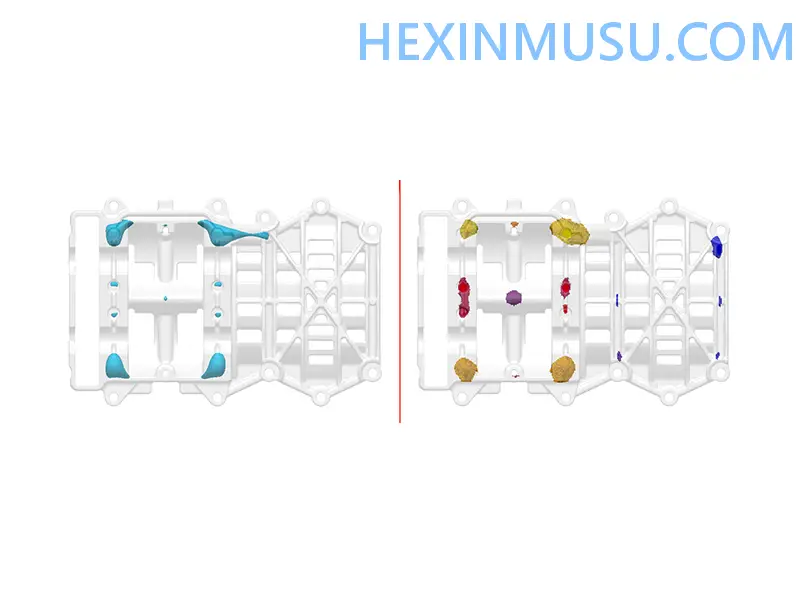
La produzione di stampi per pressofusione avviene attraverso la lavorazione di precisione e il processo di trattamento termico, l'acciaio per stampi ad alte prestazioni in grado di resistere all'alta pressione, all'impatto del liquido metallico ad alta velocità e all'estrazione del nucleo complesso integrato e al sistema di raffreddamento dello stampo per lavori a caldo.
Invia una richiesta oraLa pressofusione ad alta pressione, la colata a gravità e la produzione di stampi a pressione a bassa pressione è essenzialmente il processo di adattamento di utensili a cavità metalliche di alta precisione per diversi processi di colata, in base alla dinamica e al modo in cui il liquido metallico riempie la cavità. Tra questi.Pressofusione ad alta pressioneGli stampi sono sottoposti a pressioni di iniezione estremamente elevate e ad alte velocità di riempimento e sono solitamente realizzati in acciaio per stampi ad alta resistenza con sistemi di precisione per l'espulsione, l'estrazione dell'anima e il raffreddamento progettati per salvaguardare la durata e la dissipazione del calore in condizioni di riempimento al millisecondo;colata gravitazionaleLo stampo si basa sul riempimento autopesante del metallo liquido, con una struttura relativamente semplificata, incentrata su una progettazione ragionevole dello scarico e della solidificazione sequenziale, e una più ampia scelta di materiali;colata a bassa pressioneLe forme sono strettamente integrate con un sistema di colata sigillato e isolato, in cui il pezzo viene riempito senza problemi dal basso verso l'alto sotto l'azione di gas a bassa pressione, e la progettazione della forma pone particolare enfasi sulla solidificazione verticale direzionale e sui canali di contrazione. Nonostante le diverse fonti di alimentazione, tutti e tre i tipi di stampi sono progettati per garantire un'elevata precisione nelle dimensioni delle cavità, eccellenti angoli di rilascio e trattamenti di rivestimento per assicurare che i getti siano densamente imballati e chiaramente definiti sotto pressione, a bassa pressione o in assenza di pressione.
1. Progettazione e revisioneProgettazione grafica 3D/2D
2. Materiali e sgrossaturaSgrossatura di anime di stampi
3. Finitura e lavorazioni specialiFresatura di precisione dopo il trattamento termico
4. Montaggio e messa in servizioStampo Montare lo stampo
5. Accettazione e consegnaControllo delle dimensioni, manutenzione pre-consegna